


分类列表
铝材揉捏 铝合金熔铸 铝合金粉末出产 铝箔出产 管材出产 型棒材揉捏 板带材轧制技术 熔铸技术,在铝线材的三种出产方法中(揉捏法、铝杆轧制法和连铸连轧),从出产本钱和后续工序考虑,认为用连轧法出产铝材具有较大优势,连铸连轧法包括普罗泊泽铝连铸连轧、赛西姆铝线连铸连轧等,下面首要介绍普罗泊泽出产方法。

熔炼和铸锭出产是铝合金压力加工出产进程中首要的、不可少的组成部分,它不只给压力加工部分供应所必需的铸锭,而且铸锭在很大程度上影响着加工进程的工艺性以和制品质量。熔铸出产的首要任务便是供应契合加工要求的优质铸锭。铸锭成型方法及设备如下所述:铸锭成型方法,跟着铝出产展开的需求,不断地在展开,现有几十种以上的铸锭成型方法。现在我国广泛选用:块式铁模铸锭法,连续及半连续铸锭法,连续铸轧等三种方法。
块式铁模(水冷模)铸锭是现在我国小型铝加工厂和铝制品厂板材铸锭的首要出产方法,约占板材铸锭的2/3,其特征是:出产便当活络,设备费少,运用余热加工,省去铣面和加热工序,各向异性小,深冲功用好,但铸锭质量差,成材率低,劳动条件差。铝合金常用的铸铁模有:对开的厚壁铁模、对开的水冷漠,以水冷模多。
半连续铸锭特征:由于浇铸进程是连续地、稳定地进行,答运用较低的铸造温度,并减少了液流的冲击作用,然后减少了搀和、气孔和缩孔等缺点,前进了成材率。缺点是由于铸锭受激烈直接水冷,发生缩短,应力大,铸锭裂纹倾向大。
半连续铸锭设备:首要是半连续铸造机,该机包括:铸造途径、升降台、传动设备、铸锭底座、水冷系统。
连续铸轧法的分类及特征:连续铸轧法使液态金属一次成坯或成材,简化了出产进程,减少了许多的设备出资和来历消耗,铸轧结合前进金属组织的细密性,消除了缩孔、疏松,减少了偏析等缺点,省去切头切尾,前进了成材率。按铸轧的出产方法和特征分以下三类:双辊连续铸轧法、轮带式连续铸轧法、双带式连铸法。
1、双辊式连续铸轧法:在两个旋转辊的辊缝间,将液体金属从一方浇入,从另一方连续铸轧出板坯,由于金属在两辊之间既有结晶进程又有必定热变形,所以称之为双辊铸轧法。
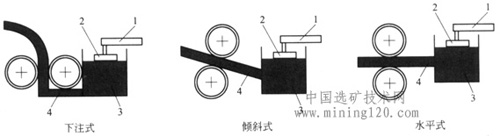
2、双辊铸轧法:有下注式、倾斜式、水平式3种,3种铸轧机组装备如图1所示。
3、双动式连铸法:金属液通过两条互相平行的无端带间组成连续的结晶腔而凝聚成坯的设备,其品种如图2a、图2b、和图2c所示。

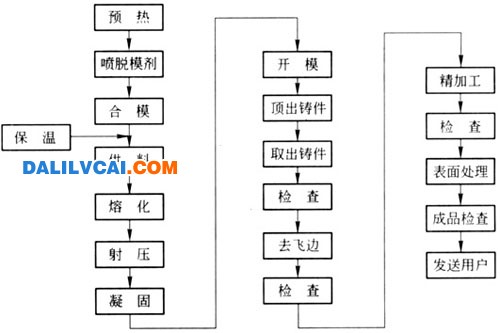
压铸是一种多快好省的先进技术,是美国人布鲁斯于1838年发明的,至今已有150余年的前史,由于压铸件具有质量轻、耐腐蚀、导热、导电功用高档利益,广泛运用于现代工业的各部分如轿车、精密仪器、电讯器材、医疗器械、日用五金、航空、帆海和国防工业等。西南铝加工厂压铸车间已装备十几台各种规范的压铸机,出产各品种型的压铸件,现在正在出产轿车轮毂,外销日本,就现在铝加工展开趋势来看压铸业是很有出路的。
压力铸造是运用高压将溶融金属压入精密的模具型腔内,并在压力下冷却凝聚成型,然后获得高精度产品的一种铸造方法。
与一般铸造方法比较,压铸工艺具有以下特征:(1)出产速度快;(2)可获得薄壁、质量轻、强度大、形状凌乱的制品及金属组合件;(3)规范精度高、加工余量少;(4)产品表面质量好;(5)产品的合金品种一般为铝锌合金;(6)不适宜小批量出产。
1、真空压铸(GF)法:在压射溶液前抽同模腔中的空气,减少压铸时气体的卷入,然后减少压铸件的含气量及气孔率,前进铸件质量。
2、无孔压铸(DF)法:也称作加氧保护压铸法,将氧气布满模腔,在压铸时氧与铝发生反应成细小的氧化铝颗粒然后阻遏铸件内构成气孔。
3、层流填充压铸法:用比一般压铸法浇口截面积大4~10倍低速填充(1.5~1.6m/s)而使溶液以层流情况流入模腔,由液流的前端打扫模腔中的空气,然后进行压铸的方法。
4、立式加压铸造法:是介于高压凝聚铸造法和揉捏铸造之间的一各铸造加工方法,此主法首要是在压铸件凝聚的全进程中坚持必定时间所加压力。
5、双冲头压铸(ARD)法:具有精密、快速、细密压铸法等特征,其利益为:减少废品,前进密度、强度,质量均匀,可热处理,焊接和烤漆等。
6、振动压铸法:用电动机带动偏心轴而使安装在型腔内的型芯发生往复运动,使压入的金属液在内腔壁上抛出,并在结晶进程中发生缩短,使芯和金属液之间构成空隙,保证了模具压溃性,然后使缩短变得简略。
7、卡尔压铸法:卡尔压铸法选用立式压铸机,压模水平分型,有上下两个冲头,合模后下冲头上升关闭浇铸系统,注入金属液后,上冲头下压,使下冲头下移,金属液流入型腔,铸件凝聚后上半型上升,上冲头不动,当上冲头上升时,铸件完全退出压模。该法具有以下利益:不易夹渣,热量会合在压室内丢掉小,不需过热,减少飞边,前进铸模寿数。
8、半凝合压铸法:半凝合压铸法有两种方法,一是液固两相混合体可用浆液状直接压铸,也称半凝铸造;二是预铸成块,在需求时再从头加热到铸造温度后进行压铸,即熔融铸造。
9、铝及铝合金热室压铸:热室压铸具有以下利益:压室装料时,空气不与金属液触摸;金属液成分均匀,充分运用设备,出产率高,废品率低。
压铸工艺参数首要包括:铸造温度、模具温度、脱具温度、铸造周期、铸造压力、浇口速度、填充时间。压铸技术设备以日本荣兴社铝压铸厂为例,其技术功用参见表1。
压铸设备首要包括:(1)压铸机;(2)浇注设备;(3)压铸工艺主动控制系统;(4)质量检测系统;(5)压铸优化规划系统。
一套无缺的压铸机包括:(1)主机部分:合模设备、压射设备、铸件顶出设备;(2)辅佐部分:供料设备、铸件取出设备、脱模剂喷涂设备;(3)溶化炉、保温炉。
跟着压铸件运用规划的不断扩大,为满足商场的需求,活泼研讨开发耐压、耐磨蚀、易切削高强度以及特别用途的铝合金压铸工艺,是现代铝合金压铸展开的方向。
在铝及铝合金板带出产中,按板带材出产厚度分类可认为厚板、中厚板、薄板三类。厚度大于或等于8.0mm的称为厚板,中厚板厚度为5.0~7.0mm,厚度为0.3~4.0mm的称为薄板。板带材轧制按其出产方法分类有以下4种:按轧制温度可分为热轧、温轧、冷轧;按热轧方法可分为有锭轧制和无锭轧制;按冷轧制式可分为块片式轧制和带卷轧制;按轧机摆放方法分为单机架轧制、半连续轧制和连续轧制,本文以轧制温度分为热轧和冷轧来论说板带材轧制。
为消除铣面与锯切后锭坯表面的乳浊液,油污残留刨屑及表面擦伤等缺点,对LY6、LY7、LY11、LY12、LY16、LD10等合金的锭坯、纯铝锭坯以及包铝板都需蚀洗。
为前进合金制品的抗蚀功用,在锭坯表面包上必定厚度的包铝板,经热轧后与基体焊合在一起。
块式法出产选用二辊或三辊轧机,热轧后板厚为4~6mm,带式法出产板带材选用单机架热轧,轧后带坯厚度为6~8mm;双机架热轧后带坯厚度为2.5~5mm;半连续热轧带坯厚度为3~6mm。
1、轧制温度:轧温与热处理条件相结合,抉择结晶组织方向性等底子的材料特性。
2、表面质量:大都表面缺点起因于热轧工序,应当特别注意轧制油的选择和处理,刷辊的控制与辊道的划伤等。
现代铝加工厂广泛选用带式法出产,所用轧机有单机架带卷取设备的可逆冷轧机和多机架半连续冷轧机,冷轧的重要控制项目为:板形控制,板厚控制及表面质量。
选用带式法出产的带卷,除成卷供应外,需在矫直前剪切成板材,剪切可在退火或冷作硬化情况下进行,卷材边部裂纹、锯齿等缺点需剪掉,板材精整矫直选用滚平压光、多辊矫直和拉伸矫直。
现在,铝和铝合金型、棒材品种近三万种,大部分是用揉捏方法出产的,这首要是由于铝和铝合金型棒材规范品种繁复,规范表面质量要求严,批多量少等特征抉择的。揉捏方法的首要利益有:
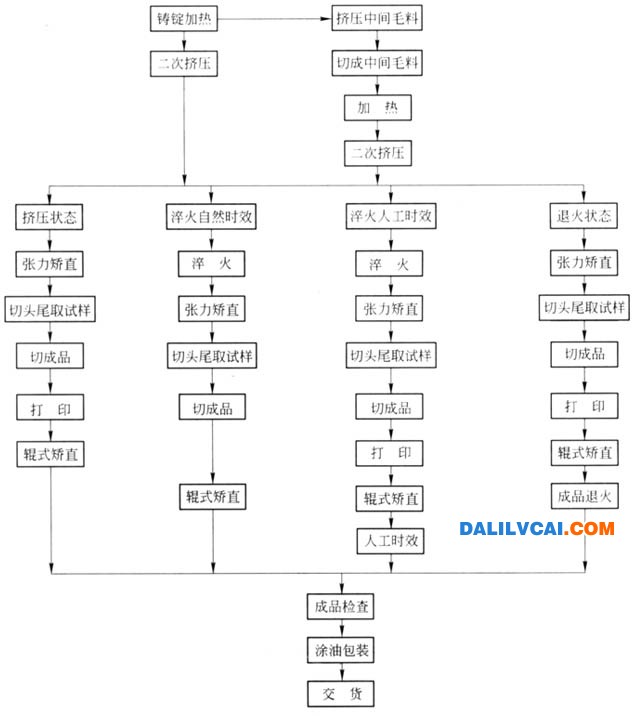
现代出产方法中运用广泛的揉捏方法有:正向揉捏法、反向揉捏法,其他还有连续揉捏法、侧向揉捏法、联合揉捏法、静液揉捏法以及由正向揉捏法展开起来的冷揉捏法、宽展揉捏法、润滑揉捏法、扁揉捏筒揉捏法、异型揉捏法等。下面简略介绍其间的几种。
正向揉捏法特征:揉捏时揉捏筒一端紧靠梁而且被模支承封死,揉捏轴在主柱塞力的作用下向前揉捏,迫使揉捏筒内金属流出模孔。现在绝大大都型棒材都选用正向揉捏法出产。
反向揉捏法特征:现代专用的反向或反/正用揉捏机有双揉捏轴,揉捏时模轴固定不动,揉捏筒紧靠揉捏轴,在主柱塞和揉捏筒柱塞力的作用下,揉捏轴和揉捏筒同步向前移动而模轴逐步进入揉捏筒进行反向揉捏,反向揉捏特别适宜用于硬合金型棒材及要求精度高,组织细密的制品。
康福姆连续揉捏是一种新的铝合金连续揉捏法,其特征是运用送料辊和坯料之间的触摸抵触力而发生揉捏力并一起将坯温度前进到500℃左右。康福姆揉捏法的利益:能够一次成形,出产出规范小、壁薄的型材、管材、制品率高,一般可达98.5%,毛坯无需加热,设备造价低,能够连续出产,出产功率高。缺点:现在只适应于规范小的和软合金制品的出产,规范品种均受到限制,我国引入的康福姆连续揉捏机与卡斯特克斯连续揉捏铸机简明技术参数见表2。
铝及铝合金管材可用热揉捏、冷揉捏、冷轧制冷拉拔(包括盘管拉伸)冷弯、焊接。旋压、康福姆揉捏等方法出产。
铝及铝合金管材的用途很广,飞机、火箭上的导管,小型导弹壳体,原子反应堆中的轴棒套管,电讯雷达系统的导波管以及航空交通运输中要求刚度大、质量轻的结构件都许多选用各种形状的铝及铝合金管材。表4是常用的铝及铝合金管材技术规范称谓、代号、合金商标及规范规划。
现在,铝及铝合金管材出产方法较多,比较有有用意义的方法及其优缺点见表5。
2、揉捏针:揉捏针的底子类型有两种:固定在没有独立穿孔系统揉捏机轴上的随动针,固定在有独立穿孔系统揉捏机的针支承上的瓶口状针或圆柱形针-固定针。
这种方法对出产工序凌乱的铝合金薄壁管及难变形材料具有严峻技术和经济效益,它是根据金属塑性变形原理,在相当大的压力和较高速度下,迫使冷态金属在模腔内塑性变形,并一次结束组织过渡,到达所需形状规范和必定功用的产品。
管材轧制可分为热轧、冷轧两大类,比较常用的热轧管方法是穿孔斜轧、横向辊轧以及热旋压等。用冷轧方法出产的管材规范精确、表面质量高,因此常用此法出产,它的毛料由热压供应,冷轧管的品种许多,现在比较有用和常用的方法是周期式二辊或多辊冷轧管以及横向多辊旋压等。
拉拔制品具有高的规范精确度和亮光表面,所运用的设备和东西简略、简略制造。现在,关于直径100mm以下的管材仅能用拉拔方法出产,管材拉拔方法分为:无芯头拉拔(空拉)、短芯头拉拔、长芯头拉拔、游动芯头拉拔和扩径拉拔等。
(1)管坯准备:1、堵截;2、退火;3、打头;4、表面面修补;5、表里表面润滑。
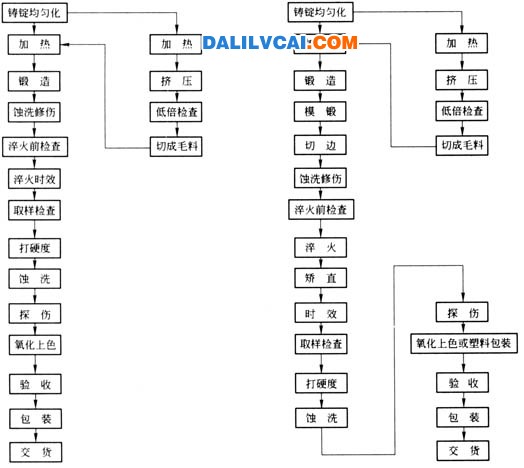
锻压是金属压力加工首要方法之一,其实质在于运用金属的塑性,使坯料在东西的冲击或压力作用下,成为具有必定形状的工件的加工进程。铸造加工的目的,不只为了得到形状和规范大极限地靠近制品零件工件,而且能够改善金属组织和前进机械功用,与切削、铸造以及其他加工方法比较这是一个显着的利益。
锻压加工在机器制造、轿车、拖拉机和国防工业部分中占有很首要的方位,近年来,由于航空工业迅速展开,锻压在航空工业出产中的运用越来越广泛。
铝箔是很薄的带材,在不同国家,厚度不同。我国定为0.2mm以下,铝箔出产以0.4~0.6mm的退火带卷坯为材料,经3~6道次轧制成所要求的厚度,厚度轧制至0.09~0.014mm时则进行双合叠轧,铝箔出产底子工艺流程如下:液体铝铸锭锯切铣面铸锭加热热轧热轧带卷冷轧切边/分边铝箔毛料退火初轧合卷精轧铝箔分切和切边制品退火包装发货。
铝箔坯料出产有铸锭热轧和连铸轧两种方法。铝板带出产铝箔选用铸锭热轧法、即半连续铸造出的铸锭经铣面后,加热热轧至0.4~0.6mm。
经冷轧后的带卷坯料塑性差,为进行箔材轧制有必要给予退火炉中进行,退火温度一般为400~500℃,退火周期6~12h。
规划较大的铝箔车间,根据所轧箔材的厚度和轧机专业分工,将轧制工序分为粗轧、中精轧等工序,轧制程序见表6。
箔材制品退火的目的不只是为了前进作为包装材料所必需的塑性,而且也是为了消除箔材表面上残留的轧制油,获得表面无油渍、亮光的箔材。
箔材剪切时应防止边部不齐或损坏的缺点。其出产的原因是刀片方位不对或刀片不锐所造成的。
现代化铝箔出产向大卷、宽幅高速和主动化的方向展开,现代化铝工业出产所到达的水平是:轧辊长2200mm,轧速2500mm/min,自控板形和测厚,产量达3t/h,制品率大于80%,铝箔厚度0.005mm,箔宽2000mm,卷重10t以上。到1997年底,我国共有铝箔出产企业78家,有轧机322台,这些小型轧机的出产才能为43.96kt/a,而我国铝箔需求量以及我国铝箔进口量见表7。
铝合金粉末的制造方法及其冶金技术,作为下一代材料的制造技术,近几年较为众所周知,由于这种方法能够制造出以前广为运用的铸造法无法得到的各种合金的过饱和固溶体粉末及其成形体,能够制造重量轻而且强度、刚性、耐热强度、耐磨性均能与钢铁材料相匹敌的新式材料。
现在的铝合金粉末,又称作PM铝制品,现在首要分为两类,其功用及加工工艺如下。
这类铝合金特征是:具有与铸锭合金(IM)铝合金相应的化学成分,运用常规PM工艺(即冷压、烧结工艺)直接得到零件。首要用于轿车、表面等。
1、合金。一般PM合金首要有三类:(1)2014即Al-Cu-Mg系合金;(2)6061即Al-Mg-Cu-Si系合金;(3)7075即Al-Zn-Mg系合金。
1、合金成分。现在高功用PM铝合金首要有以下几类:(1)主强度耐腐蚀PM铝合金;(2)低密度、高刚性PM铝合金;(3)高温度PM铝合金;(4)PM铝基复合材料;(5)耐磨、低热膨胀系数粉末铝合金。典型高功用PM铝合金成分见表8。
其他,高功用铝合金粉末冶金制备工艺的首要特征表现在其制粉与细密化两个方面。
除了以上所述的粉末冶金制造铝及铝合金粉末外,其他各种粉末制造方法及用途参见表9。
喷雾法:该法是用高压气体冲击从坩埚等容器底部细流出的铝或铝合金熔体使之粉化的方法。
①用途:(1)保温材料;(2)脱氧材料;(3)介质;(4)火药、火箭燃料;(5)水泥发泡剂;(6)粉末冶金;(7)涂料、油墨颜料;(8)制动器材;(9)耐火砖。
离心力粉化法:该法是运用离心力粉化熔化熔体的方法,其原理是把铝熔体定量供应侧壁有许多孔的旋转筒,依托旋转筒离心力使熔体粒子飞散。
线材是金属材猜中的首要品种之一,它在电气工业、航空工业及机械制造业等部分中广泛运用。铝及铝合金线材首要分为铆钉线、焊条线及导线三类。线材常用的出产流程参见图12。
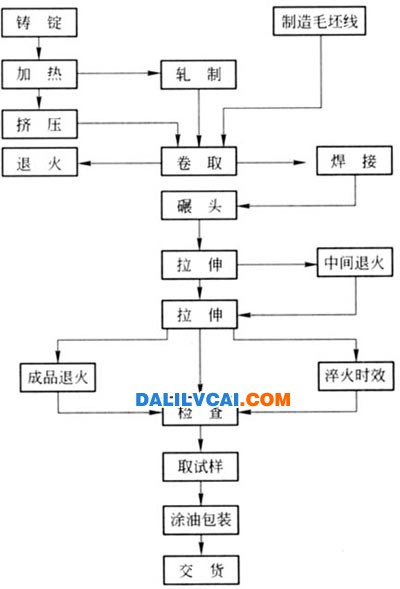
现在,出产线毛料的首要方法有揉捏法、轧制法和连续铸造法3种,在实践出产中铆钉线多用揉捏线毛料,导线多用轧制和连续铸造的线毛料,各种线毛料出产方法优缺点见表10。
线材拉拔设备:用于铝合金的拉线机首要是一次拉线机,多次储蓄式无滑动拉线机。一般情况下,一次拉线机用于出产制品直径较大、强度较高、塑性较差而且线坯不焊接的线材,而二次储蓄式无滑动拉线机则常用于出产较小规划或中等强度的铝合金线材,纯铝线常用更多次的储蓄式无滑动拉线机拉伸。
在铝线材的三种出产方法中(揉捏法、铝杆轧制法和连铸连轧),从出产本钱和后续工序考虑,认为用连轧法出产铝材具有较大优势,连铸连轧法包括普罗泊泽铝连铸连轧、赛西姆铝线连铸连轧等,下面首要介绍普罗泊泽出产方法。
20世纪50年代,世界上出产铝线材分两步:铸造铝杆然后轧制,普罗泊泽铝线连铸连轧法把两步组成一步,即把熔融金属的连续铸造与连续轧制结合。
该铝线材出产线的首要设备有:熔炼炉、静置炉、铸造机、剪切机、轧线机、探伤仪、线材剪切机、卷取机等,辅佐设备有冷却水系统及连续轧制结合。出产铝线 普罗泊泽法出产铝杆类别
跟着我国饮料业的展开,我国饮料业改变了传统包装技术,大规划选用铝制易拉罐。由于铝制DI罐质量轻,清洁、美丽,易收回等特征,占有了广大饮料商场,因此铝制DI罐的加工出产将有广大的出路。DI罐出产工艺技术如下:(一)制罐方法
DI罐出产线的特征是从铝卷到罐制品选用高速连续的流水线作业方法。其制罐工艺如图13所示。

1、冲杯:作为材料的铝卷经开卷,再由润滑机涂润滑剂,后被送往多模的二步作业式的冲杯机进行比较浅的拉深加工。
2、变薄拉伸:送过来的浅杯,通过再拉伸模及第二、第三段变薄模和装配在冲头上的冲模一起再拉伸为毕竟的罐径,一次成型规矩了罐高和壁厚,并在冲程的极点由底模(圆顶型)将罐底成型为规矩形状。
3、切边:变薄后的罐口径部由于毛料的尖利、拉伸毛刺和压曲等原因此不整齐,所以由切边机切边以契合规矩的罐高规范。
4、清洗及表面处理:因成型加工时带有润滑油及其他污物,所以有必要洗刷洁净。
5、表面面印刷:由于曲面印刷,所以选用具有特别结构的多色上漆传动印轮转机印刷。
6、内喷涂:为了坚持内装物的色彩、新鲜及风味感,应对表里表选用喷雾方法喷涂涂料。
7、缩颈与翻边:使罐的口径部小于罐径的缩口,其加工叫缩颈,为了将盖二重卷接在罐体上所需的卷边加工叫翻边,它是DI罐成型加工的后一道工序。
8、检罐及码垛:通过主动检罐机可连续进行泄露检查,检罐后,还要码垛-包装-入库。

